Stainless Steel Pipe Manufacturing Process
the corrosion resistance of stainless steel seamless pipes depends on the alloying elements contained in the steel. the corrosion resistance of stainless steel seamless pipes depends on the alloying elements present in the steel.
chromium is the basic element for the corrosion resistance of stainless steel pipe processing. when the chromium content in steel reaches about 12%, chromium interacts with oxygen in the corrosive medium to form a very thin oxide film (self-passivation film) on the surface of the steel.
can prevent further corrosion of the steel matrix. in addition to chromium, the commonly used alloying elements of stainless steel seamless pipe include nickel, molybdenum, titanium, niobium, copper, nitrogen, etc., to meet different structural and structural use requirements and stainless steel performance.

stainless steel seamless pipe production process
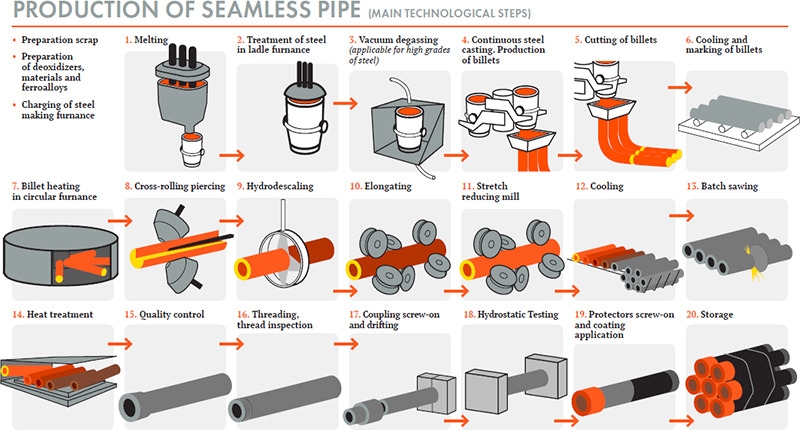
state 1: hot rolled seamless steel pipe (extrusion)
round tube billet → heating → piercing → three-roll cross-rolling, continuous rolling or extrusion → tube removal → sizing (or reduction) → cooling → straightening → hydraulic inspection (or non-destructive defect detection) → bookmark → import.
state 2: the raw material for rolling seamless pipe is round pipe billet. round tube billets are cut by a cutter into a billet of about 1m in length, and then sent to a kiln for heating through a conveyor belt. the billet is put into a furnace and fired at about 1200 degrees celsius. the fuel is hydrogen or acetylene. the temperature control in the oven is a key issue. after the round billet comes out of the furnace, it must be passed through the pressure punching machine. generally speaking, the more common piercing machine is the tapered roller piercing machine. this type of piercing machine has high production efficiency, good product quality, large hole diameter expansion, and can wear many different types of steel.
state 3: after piercing, the round pipe billet is cross-rolled, rolled continuously or pressed into three rolls. after squeezing, remove the tube and calibrate. the sizing machine uses a tapered drill bit that rotates at high speed into the billet to punch holes into the steel pipe. the inner diameter of the steel pipe is determined by the length of the outside diameter of the drill bit of the sizing machine. after the steel pipe is sized, it enters the cooling tower and is cooled by water injection. after the steel pipe is cooled, it will be straightened. after straightening, the steel pipe is conveyed by the conveyor belt to a metal defect detector (or hydraulic test) to detect internal defects. if there are cracks, bubbles, etc. inside the steel pipe, it will be detected. after the steel pipe quality inspection, strict manual selection is required. after checking the quality of steel pipes, paint the order number, specifications, production batch number, etc. with paint. it is hoisted into the warehouse by a crane.
state 4: cold-rolled (drawn) seamless steel pipe
round tube blank → heating → piercing → header → annealing → pickling → oiling (copper plating) → cold drawing (cold rolling) → billet tube → heat treatment → straightening → hydraulic inspection (defect detection) ) → bookmark → warehouse.
the rolling method of cold-rolled (drawn) seamless steel pipe is more complicated than that of hot-rolled (extruded seamless steel pipe). the first three steps of their manufacturing process are essentially the same. the difference starts from the fourth step. after the round tube blank is emptied, it needs to be tipped and annealed. after brewing, use special acid liquid for pickling. after soaking, apply oil. it is then followed by multiple cold drawings (cold rolling) and then billeting and special heat treatment. after heat treatment, it will be straightened.
swiss tech schreiner.
like many great businesses, swiss tech s. began in a garage. the year was 1990, and lothar schreiner had decided to take his decade of experience in the food processing industry and strike out on his own. with a commitment to hard work, honesty and customer service, swiss tech s. has steadily grown and is currently the largest employer of sanitary welders in west germany. in order to offer its customers in the food, beverage, and pharmaceutical industries a complete range of coverage the company supports a large staff including mobile crews, project managers, engineers, and administrative support.

add: ch 4153 reinach and hcm city vietnam
hotline: (+84) 931 - 386 - 062
phone: (+84) 931 - 386 - 062
+84931386062 ( zalo / viber / whatsapp )
email: swiss.tech.schreiner@gmail.com