Which orbital welding technology will increase your productivity?
a significant problem is selecting an orbital welding technology to increase efficiency. in general, swiss tech schreiner can confirm that the output will increase as the orbital welding process becomes more automated.
however, it's important to remember that quality must meet the customer's requirements. can this orbital welding technology be employed on site or merely in the workshop? is another factor worth taking into account.
calculating the output rate and the operation time for orbital welding technology

when using a metal filler, it is possible to determine a rate for the output using a relatively basic technique by figuring out how many kilograms of metal will be deposited.
the preparation of the metals to be welded must be added to the actual welding time, which is another significant element. therefore, the "lit arc time" is considered while calculating efficiency.
the scrap rate as a result of welding flaws is the final consideration. one welding process may be more suitable than another to increase production depending on the circumstance.
mig/mag welding has a very high output, however quality control is necessary.
take the mig/mag (metal inert gas) welding process as an example. this technique is simple to use, rapidly picked up, and simply automated with very high outputs. due to its high levels of productivity, it is one of the welding techniques to boost the production.
each mag weld, however, must pass a quality inspection.
for more delicate and neutral materials, such stainless steel or aluminum, this technology is reserved in mig mode, which uses an inert gas to provide a marginally greater quality. on the other hand, mag is frequently employed in scrap metal and structural applications.
because of its productivity, the beverage industry is one of the sectors that uses the mag technology extensively.
due to considerable advancements in mig/mag welding over the years, it is now frequently utilized in the building of structures like bridges and buildings as well as in the nuclear industry.
this technology is only utilized in the workshop in automated mode. utilizing the most recent machine generation is advised.
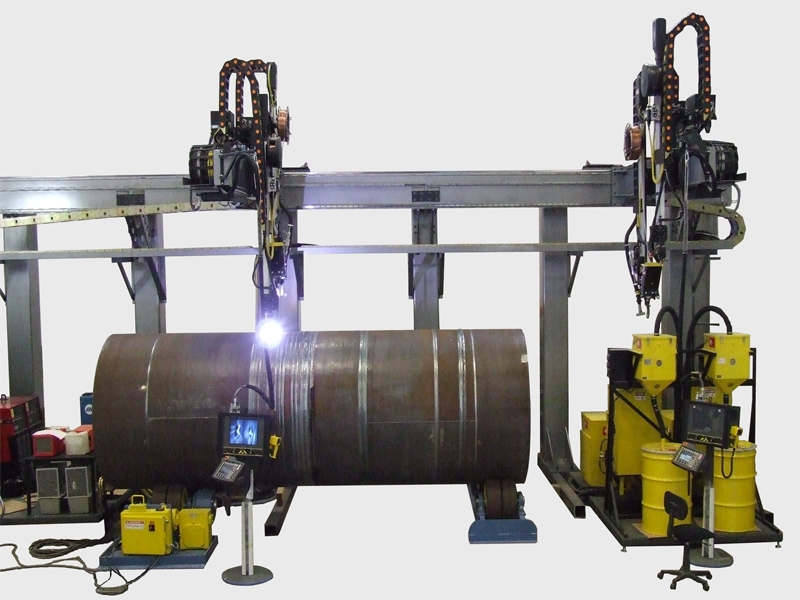
large-diameter submerged arc welding: high output
because so much metal is pushed through at once, submerged arc welding produces extraordinarily high outputs. to give you an idea, a plate that is 10 mm thick can be instantly melted on location. the most metal will be deposited during welding when using submerged arc.
because very thick plates need to be welded together, the shipbuilding sector is the main usage for this technology. two plates are laid out on the floor and joined together in this manner. although the working period is longer, the arc time is still high in this case.
due of the need to spin the tube while a powder is applied to its top, this technology is rarely employed for tube welding. as a result, using this technique on tubes is only permitted in a workshop.
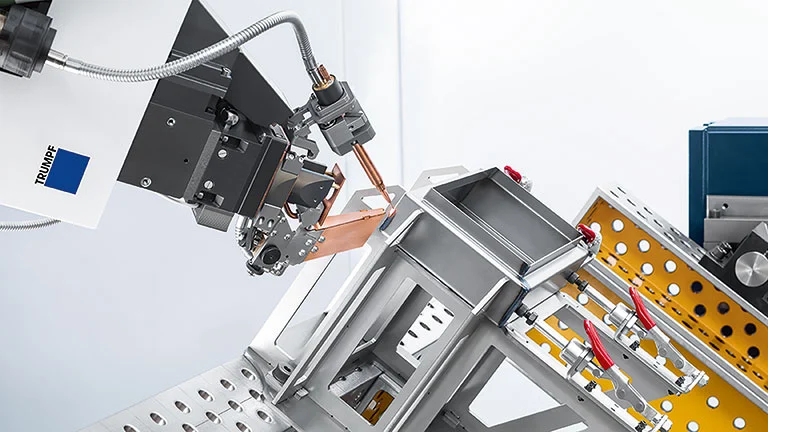
tig welding: greater output through higher quality

however, quality is the most important factor when tig (tungsten inert gas) welding. depending on the diameter, it can be used either with or without filler wire. a clean and accurate weld can be produced by having complete control over all factors.
for the majority of applications, this welding process requires more time with little material deposition. it is simple to understand why making huge beads takes longer.
this technology allows for the welding of any non-ferrous steels, including stainless steel, titanium, and other corrosion-resistant alloys. in automated tig, the arc time is crucial because it allows the operator to prepare the following tube while the machine is welding, resulting in a low scrap rate. therefore, the adoption of this orbital welding technology to increase productivity can be motivated by the reduction of welding faults.
many businesses need this accessible technology that can meet all requirements in high purity conditions. the equipment setup is quite easy, it may be utilized on site or in the workshop.
high-energy density welding improves output because of faster welding, but costs a lot more money

the three high energy density welding technologies are pieces of machinery that can quickly weld very large diameters.
to give you an idea, we can weld thicknesses of up to 6 to 8 mm with plasma in a single pass and up to 10 cm using electron beams. even if the amount of metal brought in is minimal in terms of kilos, the output is very high. but in addition to the huge projects that need to be planned, the investment for this kind of equipment is still very significant.
the choice of the right orbital welding technology to improve your efficiency is of utmost importance. depending on your situation and the requirements, the priority criterion, speed or quality of the weld for example, will be the difference.
add: ch 4153 reinach and hcm city vietnam
hotline: (+84) 931 - 386 - 062
phone: (+84) 931 - 386 - 062 +84931386062 ( zalo / viber / whatsapp )
email: swiss.tech.schreiner@gmail.com